-

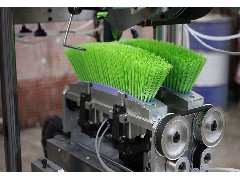
扫把植毛机的加工方式介绍
2021-11-17 4033
扫把植毛机自动加工:便是连续加工产品,中间不停机,除非按“中止”键,只要放置2个以上夹具时,才能实现产品的循环加工。全自动加工能进步生产效率,当加工完结一个夹具上的产品,加工二个夹具上的产品时,就能够替换一个夹具上的产品,加工二个夹具上的产品时,就能够替换一个夹具上的产品,实现往复加工。如果只
-

植毛机的作用有哪些?
2021-10-25 4142
毛刷是日常日子中离不开的工具,也是工业出产中的常用的配件,毛刷工业具有十分广大的市常远景,因此制刷企业都在进步出产能力,进步出产功率方面下足功夫,也对植毛机加工工艺和加工功率提出很高的要求。而钻孔机及植毛机作为制刷业基本的出产机器,其技术的改进和进步受到很大的重视。钻孔/植毛机可用于制造各
-

植毛机的常见故障要如何处理?
2021-09-23 5721
1、鬃刷、羊毛刷废毛收拾不干净。①把滚子滚动速度调高,链条传动速度调慢;②尽量把刷子往滚子方向调近点,只要滚针碰不到刷头内填充条,不会伤刷毛都可以。2、丝刷的刷丝弯曲变形,首要下降滚子速度,一起也可以把链条传动速度调快点。3、底排的橡胶链条简略掉橡胶或链条宣布异声,及时收拾双排链轮槽内的废毛
-

怎么操作高速植毛机?
2021-08-05 3936
高速牙刷植毛机传动结构由主驱动轴和四个伺服驱动轴系统组成。四个伺服轴分别为水平X轴,垂直Y轴,换毛Z轴与旋转A轴。XY两轴坐标决议牙刷孔的方位,A轴起替换至下一个牙刷的效果,Z轴起到替换牙刷毛色的效果。当主轴电机(变频器操控)作业,四个电控伺服轴随之作业,主轴停则其余四轴随动中止。主轴的转速决议植毛
-

植毛机怎么维护保养?
2021-07-06 3574
植毛机是各种刷制品例如牙刷、头梳、钢丝刷、水果清洗机辊刷、磨毛毛刷辊等产品的植毛加工设备。最早为手摇式植毛机,后来发展为电动植毛机,跟着自动化的发展,现在现已开发出来各种电脑数控高速植毛机。机头是植毛机的首要机械部分,植毛的首要动作:取毛、切线、铁线成型、铁线扎住刷丝、将刷丝植入孔内。机头首
-
高速植毛机:牙刷刷头植毛量多就是好?
2021-06-25 3225
电动牙刷很多品牌都在大肆宣传自家电动牙刷刷头植毛量更多,这让很多用户以为刷毛量多就是好,其实这是非常片面、不严谨。刷头植毛量更多,某种意义上刷头植毛量多确实能够提升清洁力,但是也会加大对牙齿牙龈的磨损程度。磨毛机而且单纯的增加刷头植毛量来提升清洁力是非常不科学,对于国人普遍复杂的牙齿口腔问题来说
-

电脑植毛机:电脑控制有哪些部分呢?
2021-06-03 3318
一、智能数控电脑部分 特色: 1、系统安稳牢靠,适应不同环境 2、全闭环系统,抗干扰能力强 3、引入德国CNC数控技能研发智能数控电脑 4、可升级到**植毛数孔99孔(附加选项) 5、可升级到加装上下分毛器(附加选项) 6、选用美国进口数控CPU芯片,速度P4双核 7、主动盯梢调速 8、定位快,操作便利 二、工作台、换柄伺服电机部分 特色: 1、快速位移:800孔/分钟
-

怎么挑选合适自己的牙刷毛
2020-11-29 3272
挑选牙刷时,应熟悉自己的口腔牙齿的摆放状况,挑选大小、形bai状,刷毛软硬适度的牙刷,一般来说,挑选刷毛软硬度中等、刷头较小的牙刷即可。 一把牙刷到底能用多长时间,这既要看牙刷毛的质量如何,还要看运用者怎样运用和保护牙刷。一般来说,目前市场上销售的国产牙刷,运用 l-2个月,或2-3个月,牙刷毛就曲折了。而曲折的牙刷毛不只不容易刷净牙缝中的食物残渣,还会擦伤牙龈。所以,发现牙刷毛曲折了,应马上
-

怎么分辨牙刷刷毛质量好不好?
2020-11-12 3648
1、刷毛原料 牙刷的刷毛主要分为猪鬃和尼龙丝,传统的手动牙刷大多都采用的是猪鬃原料,猪鬃原料的刷毛清洁作用和吸附牙膏的才能比较尼龙丝原料的要好,可是猪鬃原料的刷毛很吸水,干得很慢,而洗浴间又相对潮湿,时间久了刷头就容易繁殖细菌病菌。后来有公司发明了尼龙,尼龙丝原料的刷毛不吸水、耐磨,而且纤细柔软,弹力好,有比较好的按摩作用,自此尼龙丝成了刷毛的主要选材。 尼龙丝原料的刷毛依照不同的形状,也
-
植毛机常见故障及排除方法
2020-10-22 4706
1、鬃刷、羊毛刷废毛整理不干净。①把滚子转动速度调高,链条传动速度调慢;②尽量把刷子往滚子方向调近点,只要滚针碰不到刷头内填充条,不伤刷毛都能够。 2、丝刷的刷丝曲折变形,首要降低滚子速度,同时也能够把链条传动速度调快点。 3、底排的橡胶链条简单掉橡胶或链条发出异声,及时整理双排链轮槽内的废毛,并加润滑油(均匀、少许),并拉紧链条。 4、刷头简单吸进机仓。①调理压紧螺杆,把刷头压紧;②扫